Piston pump/control plate anti-wear technology

Why does the valve plate experience uneven wear?
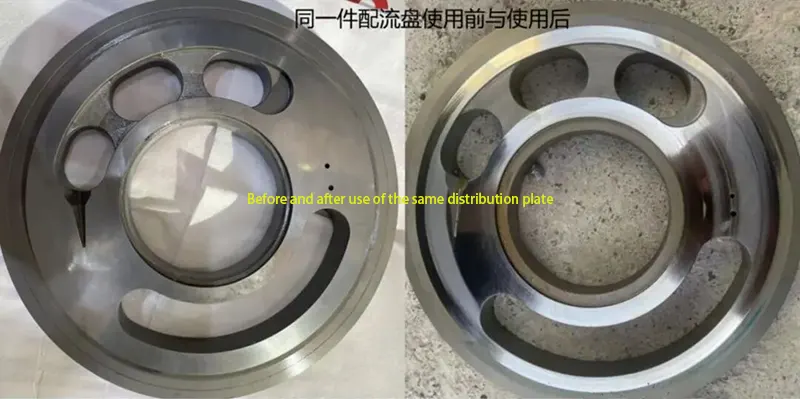
When a repaired piston pump is tested on a test bench, the most important indicator is its internal leakage. To accurately test the pump's internal leakage value, the pressure control valve on the pump's rear cover needs to be removed, the flow channel hole sealed with a blind flange, and the variable displacement pump tested as a fixed displacement pump. This is because the internal leakage of various pressure controls on a pump can be quite significant. Even after repair, the plunger pump must achieve a total efficiency of 92% or less (including the pressure control valve). If this is not met, all pump parts need to be disassembled and inspected again to identify the cause of the leakage. In my long-term experience repairing plunger pumps, the most common problem I've encountered is the reuse of old distributor plates from the original pump. Even though the old distributor plate and the new cylinder block's arc surface are mated and ground, resulting in excellent adhesion between the ground distributor plate and cylinder block arc surfaces, the pump leakage still exceeds the standard. The root cause, I've found, is inconsistent wear on the arc surface of the old distributor plate. There's a height difference between the outer sealing strip of the distributor plate and the surrounding high-pressure and low-pressure areas, ranging from 3 to 5 micrometers. The largest difference I've seen is 41 micrometers. My measurement method is as follows:
Measurement methods
The following images illustrate the method for inspecting the distribution plate. After disassembling the pump, remove the positioning pins of the distribution plate from the pump's rear cover, then reinstall the distribution plate onto the rear cover. Position the distribution plate hole and bearing ring, using the outer ring of the bearing as the center point for rotation. Since there are no positioning pins, the distribution plate can be manually rotated on the rear cover. Install a magnetic gauge base and dial indicator on the pump's rear cover body. Align the dial indicator's measuring head with the outer sealing strip on the distribution plate. After fixing the gauge, rotate the distribution plate one revolution and check the deviation between the high-pressure window and the low-pressure window's outer sealing strip at two points on the same circumference arc surface.

Why does the distributor plate experience uneven wear?
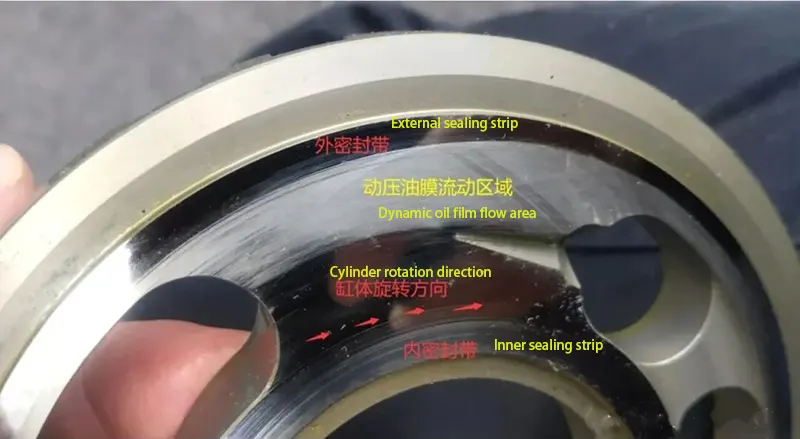
In the application of open hydraulic piston pumps, the distribution plate exhibits a typical asymmetric wear phenomenon, with severe wear on the low-pressure side and no wear on the high-pressure side. Moreover, the larger the diameter of the distribution plate, the more severe the uneven wear phenomenon becomes. This is a typical friction pair lubrication failure type of wear, rather than uniform abrasive wear.
The root cause of uneven wear on the distributor plate is the asymmetric wedge-shaped gap formed between the cylinder block distributor surface and the distributor plate end face, which is triggered by the following three coupling factors:
wedge gap
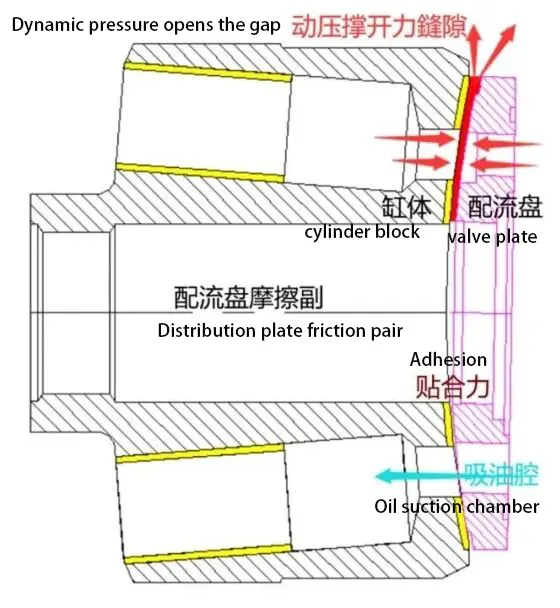
When the high-pressure oil in the cylinder block plunger cavity is discharged to the high-pressure window of the distributor plate, the clearance between the cylinder block spline and the main shaft spline, the impact force on the slipper friction surface during the swashplate step (sudden change in tilt angle), and the radial bending of the main shaft are caused by these three conditions. This results in a wedge-shaped gap flow between the high-pressure side distributor surface of the cylinder block and the distributor plate. Meanwhile, the friction surface of the low-pressure window of the distributor plate and the distributor arc surface of the cylinder block form direct metal-to-metal contact dry friction without an oil film due to the reaction force of the wedge shape. This localized metal-to-metal contact dry friction causes wear on the low-pressure end face arc surface of the distributor plate. However, due to the oil film effect of the wedge-shaped gap flow, there is no wear in the high-pressure area of the distributor plate. The final result is that the wear exhibits obvious regional specificity, that is, the high-pressure area is intact, while the low-pressure arc surface is severely worn. This is the key characteristic for judging this type of failure mode.
The difference in the direction of the wedge gap causes the formation of a dynamic pressure oil film in the high-pressure area and dry friction in the low-pressure area, which is the direct cause of wear on the low-pressure side and no wear on the high-pressure side of the distribution plate.



K3V280 cylinder block and distributor plate removed from a pump under repair (20,000 hours of use).

What is the deviation at the edge arc surface of the high-pressure window and the low-pressure window? If it exceeds 0.03mm, mating grinding cannot correct this wear deviation, and only machining methods can be used. For this type of distributor plate, there are only two methods: one is to use a special tool grinder to correct the deviation (during grinding, strict attention must be paid to prevent high-temperature burning of the metal surface on the distributor plate; if sparks are seen during grinding, the distributor plate is scrapped). The other is to replace it with a new one.
When the high-pressure oil in the cylinder block plunger cavity is discharged to the high-pressure window of the distributor plate, the clearance between the cylinder block spline and the main shaft spline, as well as the impact force on the slipper friction surface during the swashplate step (sudden change in tilt angle), cause radial bending of the main shaft. These three conditions result in a wedge-shaped gap flow between the high-pressure side distributor surface of the cylinder block and the distributor plate. The reaction force of the low-pressure window friction surface of the distributor plate and the cylinder block distributor plate, which is wedge-shaped, forms a dry friction between the metal in direct contact without an oil film. This localized dry friction between metals causes wear on the arc surface of the low-pressure end face of the distributor plate. However, due to the oil film effect of the wedge-shaped gap flow, there is no wear in the high-pressure area of the distributor plate. That is, the high-pressure area is intact, while the low-pressure arc surface is severely worn. This is the key characteristic for judging this type of failure mode.
To address this asymmetric wear phenomenon, Kawasaki Corporation of Japan manufactured a "dynamic fluid lubrication ring" indentation (annular groove) on the distribution arc surface of the large-diameter cylinder block of its K5V piston pump. This groove guides the pressurized fluid from the high-pressure region of the cylinder block's arc surface into the low-pressure region of the distribution plate, creating shear flow. The oil is compressed within the groove's gap, generating a strong dynamic pressure spreading force, thus preventing oil film rupture and dry friction wear on the low-pressure side of the distribution plate.
Under normal operating conditions, the low-pressure region suffers from insufficient oil due to low pressure and poor lubrication. The indentation acts as a "high-pressure lubricating oil supply channel," forcibly delivering high-quality lubricating oil from the high-pressure region to the low-pressure failure risk area, solving the fundamental problem of "oil shortage" in the low-pressure region.
A specific micro-gap wedge structure is formed between the annular indentation and the end face of the distribution plate. This serves as an active dynamic lubrication compensation structure, fundamentally solving the problem of oil film rupture in the low-pressure region.
Theoretical Evidence of "Dynamic Fluid Lubrication Ring" (Dent) Technology for Kawasaki K5V Piston Pump
Problem Background and Technical Pain Points
Addressing the common asymmetric wear failure modes in open axial piston pumps (especially large-diameter cylinder blocks):
* **Wear Zone Specificity:** The low-pressure suction arc surface of the distributor plate suffers severe failure due to dry friction and adhesive wear.
* **High-Pressure Zone Integrity:** The high-pressure discharge zone of the distributor plate benefits from hydrodynamic lubrication with no significant wear.
* **Size Failure:** The larger the diameter of the distributor plate, the more significant the cylinder tilting lever effect caused by spline clearance, swashplate step impact, and spindle bending, leading to more severe uneven wear on the low-pressure side.
Kawasaki has innovatively designed a "hydrodynamic fluid lubrication ring" indentation (annular groove) on the distributor arc surface of its K5V series large-diameter cylinder blocks. This serves as an active hydrodynamic lubrication compensation structure, fundamentally solving the problem of no oil film lubrication in the low-pressure zone.
2. Core working mechanism: "dynamic pressure conversion and shear enhancement" of indentation geometry. The core of this technology lies in using this annular indentation to artificially create a forced dynamic pressure generation zone. Its working process consists of three key steps:
Directional Fluid Ejection and Convergence (Channel Function)
Action: Hydraulic oil in the high-pressure area of the cylinder is actively ejected to the low-pressure window area through the annular indentation (dynamic lubrication ring) on the cylinder's distribution surface.
Significance: Under normal operating conditions, the low-pressure area suffers from insufficient or no oil due to low pressure and poor lubrication. The indentation acts as a "high-pressure lubricating oil supply channel," forcibly delivering high-quality lubricating oil from the high-pressure area to the low-pressure failure risk area, thus solving the fundamental problem of "oil shortage" in the low-pressure area.
Shear flow and wedge extrusion (dynamic pressure production)
Geometric Morphology: A specific micro-gap wedge structure is formed between the annular indentation and the end face of the distributor plate.
Hydrodynamic Effect: When the cylinder rotates at high speed, the lubricating oil undergoes intense shear flow within the micro-gap of the indentation. Due to the "flow resistance effect" and geometric convergence of the indentation, the oil is pre-compressed before entering the low-pressure zone, generating localized hydrodynamic spreading force.
Core Function: This hydrodynamic pressure provides additional hydrostatic support for the low-pressure friction pair, directly offsetting the adhesion force and preventing rigid adhesion between the metal surfaces.
Forming an Uncertain "Secondary Oil Film" (Protective Barrier): The strong hydrodynamic oil film formed at the indentation covers the arc surface of the low-pressure end face of the distributor plate. This oil film effectively isolates the metal surfaces of the cylinder and the distributor plate, transforming the original dry friction state into a fluid lubrication state, thereby eliminating wear on the low-pressure arc surface.
Technological advantages and engineering value
Targeted Solution to the Pain Points of Large-Diameter Distributor Plates
When a large-diameter cylinder block tilts, the long lever arm causes drastic changes in the clearance in the low-pressure zone. The indented structure provides a fixed hydrodynamic support ring, whose opening force is sufficient to offset the sudden changes in clearance caused by large tilts, significantly improving the anti-asymmetric wear capability of large-diameter pumps.
Adaptive Compensation for Tilt Errors
Regardless of the tilt angle of the cylinder block caused by spline clearance or spindle bending, the indented ring always generates hydrodynamic pressure through shearing action. Compared to passive spring preload, this "hydrodynamic support" is more adaptable to dynamic changes in speed and load.
Improved Lifespan and Efficiency
This design not only prevents premature wear of the distributor plate and extends the overall machine lifespan, but also reduces power loss by reducing frictional heat generation, maintaining the pump's volumetric efficiency.
Conclusion
The "hydrodynamic fluid lubrication ring" indentation on the Kawasaki K5V plunger cylinder block is a precise engineering solution for asymmetric wear failure. By ejecting high-pressure oil and generating forced dynamic pressure, it constructs a stable fluid oil film in the low-pressure region, successfully solving the industry problem of "wear on the low-pressure side and integrity on the high-pressure side," representing a high level of lubrication design for the friction pair of axial piston pumps.
-----------------This article is excerpted from the work of hydraulic repair expert Ma Mingdong.
