A brief discussion on how we control the dimensional tolerances, geometric tolerances, and batch consistency of piston pump parts.

In precision manufacturing (such as core components of axial piston pumps, including piston assy, cylinder block, valve plate, retainer plate, ball guide, swash plate, and shaft etc.), controlling the dimensional tolerances (linear dimensional accuracy) and geometric tolerances of individual parts, as well as maintaining batch consistency, are crucial for determining pump volumetric efficiency, internal leakage, durability, noise, and overall reliability. The following section briefly discusses control strategies and core methods from an engineering practice perspective.
1. Dimensional Tolerance Control: Four-Layer Protection System
Core principle: Employ a multi-stage progressive machining process—roughing, semi-finishing, finishing, and ultra-finishing—to gradually reduce errors. Stress relief (such as vibration or thermal aging) is always performed after roughing to prevent subsequent dimensional drift. In your daily operations, prioritize online metrology over end-of-line inspection to accelerate the feedback loop.




First layer: Quantification and solidification of process parameters (eliminating reliance on "experienced master craftsmen")
Core principle: The process card must include quantitative parameters (such as "honing pressure 0.35MPa"). PRUN use a CNC vertical honing machine (not a horizontal one) to greatly improve precision. Furthermore, it is equipped with online compensation using a pneumatic measuring instrument.


Second layer: Precision assurance of tooling and fixtures
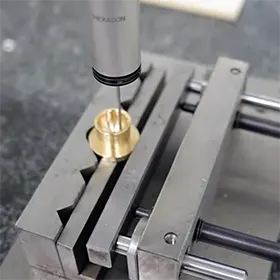
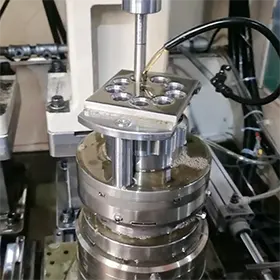
Third layer: Online detection and closed-loop compensation
Cylinder honing: A pneumatic gauge monitors the bore diameter in real time; if the bore diameter exceeds the calibration value, automatic compensation for the honing stroke will be initiated.
Pistons grinding: Marposs active gauge closed-loop control, dimensional fluctuations of a few micrometers.
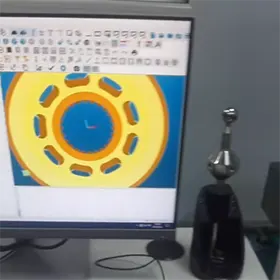
Fourth layer: Final inspection and full-size verification
To minimize measurement errors caused by equipment factors, PRUN uses a complete set of world-class testing and inspection equipment, including a Hexagon coordinate measuring machine, a Mitutoyo cylindricity tester, a Mitutoyo roughness tester, and a GNR spectrometer from Italy.




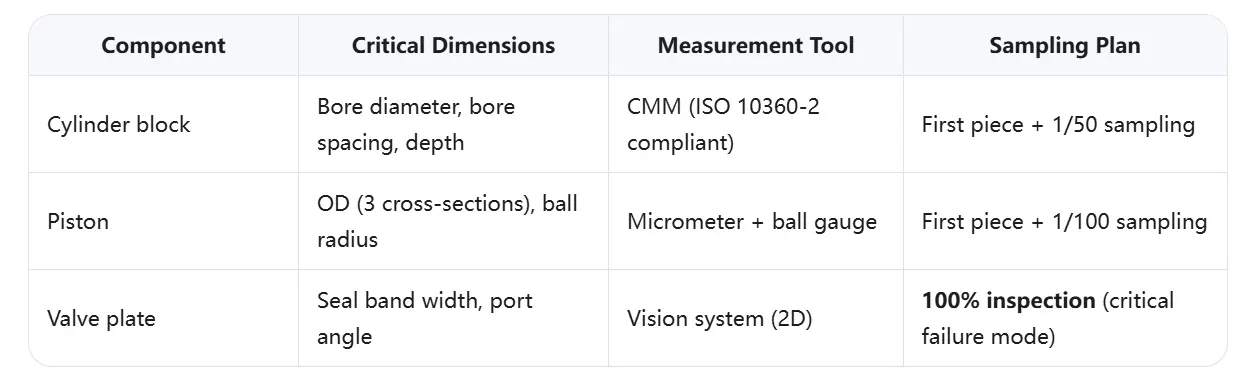
Fatal Mistake: Measuring only a single point dimension (such as the outer diameter of the plunger's center) while ignoring multi-section measurements can lead to "individual parts being qualified but experiencing uneven wear after assembly."
2. Geometric tolerance control: the root cause of 80% of early failures
Geometric tolerances (roundness, flatness, position) dominate hydraulic component lifespan. Dimensional accuracy alone cannot prevent leakage or scoring.
Core geometric tolerances and their correlation with failure
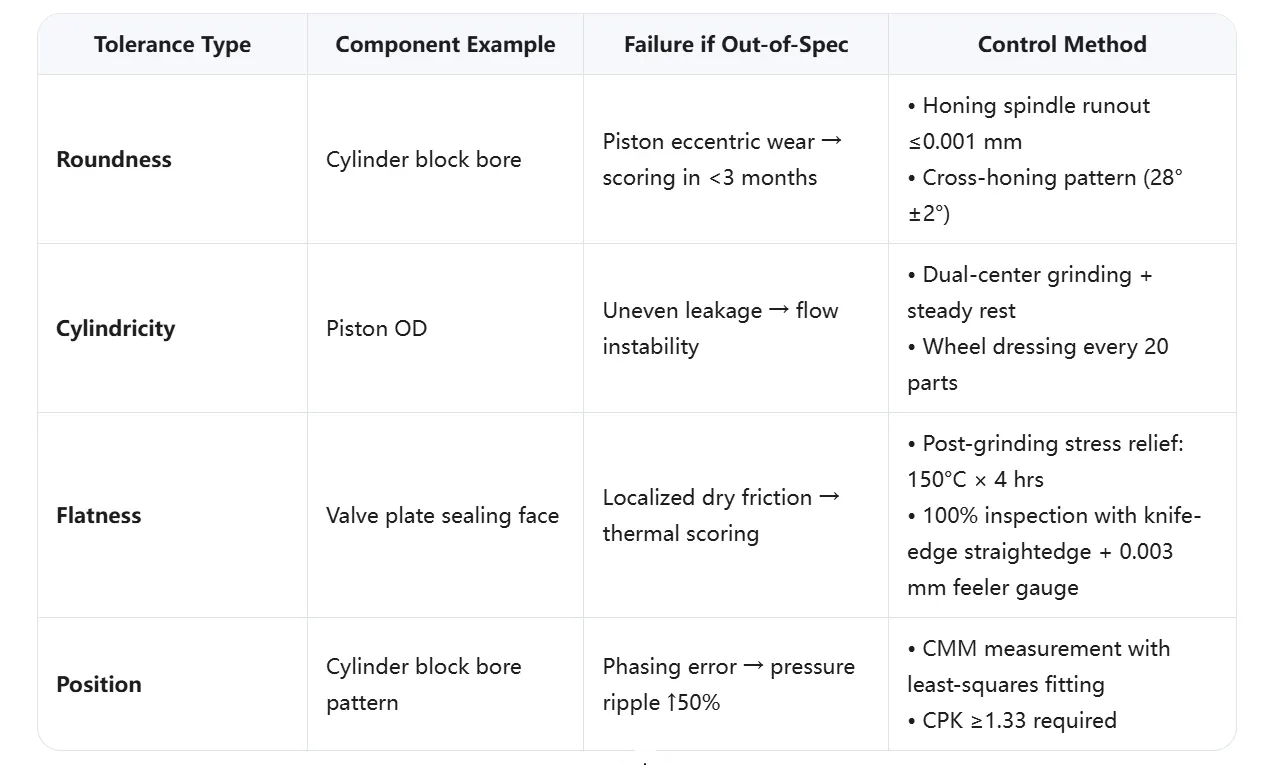
Place the oil distribution plate with the sealing surface facing down on a λ/10 grade optical flat, and illuminate it vertically with a sodium lamp (589nm). Observe the interference fringes: ≤3 fringes = flatness ≤0.003mm (1 fringe = 0.3μm). Actual measurement data: After using 100% flatness screening, the oil distribution plate ablation failure rate of a certain factory decreased from 18% to 2.3% (sample size of 5,000 pieces in 2024).
Heat Treatment Distortion Control
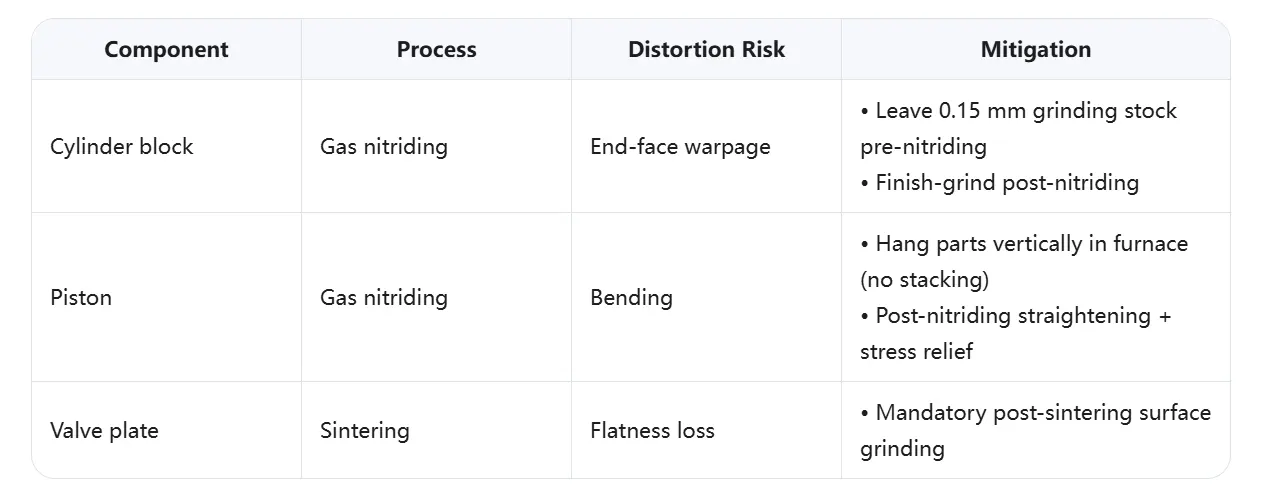
Data support: For cylinder block batches without a 0.15mm nitriding allowance, the flatness deviation rate was 42%; after adding the allowance, it decreased to 3% (sample size 500 pieces, 2024).
3. Batch Consistency Control: From "One Good Part" to "Every Part Good"
Single-part precision is necessary but insufficient. Customers reject suppliers who deliver "good batches mixed with bad batches"—even if every part technically meets drawing tolerances.
Process Capability Index (Cpk) as the Gold Standard
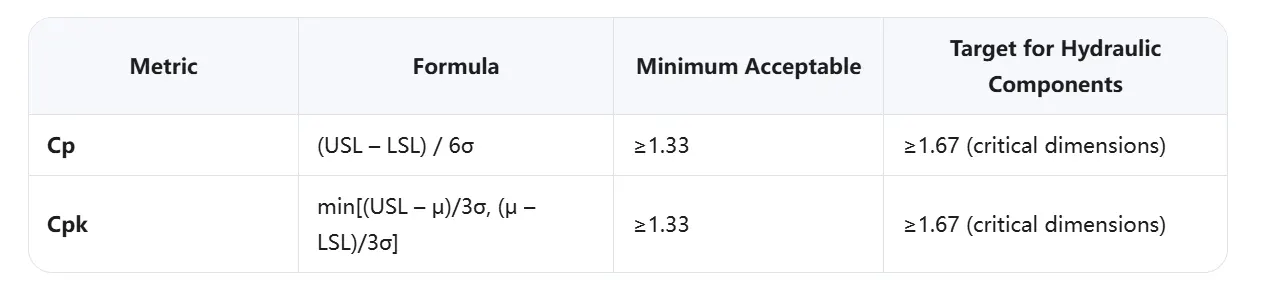
Real-World Example: Cylinder block bore Φ20.005 ±0.005 mm
Batch A: σ = 0.0015 mm → Cpk = 1.11 (unstable, high field failure risk)
Batch B: σ = 0.0008 mm → Cpk = 2.08 (stable, low failure risk)
Both batches have identical nominal dimensions, but Batch B's consistency reduces field failures by 60%.
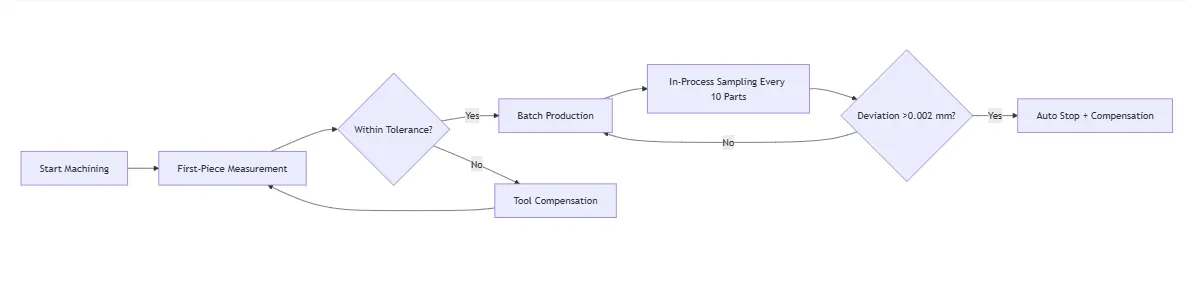
Statistical Process Control (SPC) Implementation Guide
X̄-R Chart for Cylinder Block Bore Diameter:
Target: 20.005 mm
UCL/LCL: 20.012 mm / 20.000 mm (±3σ)
Sampling: 1 part per 10 produced
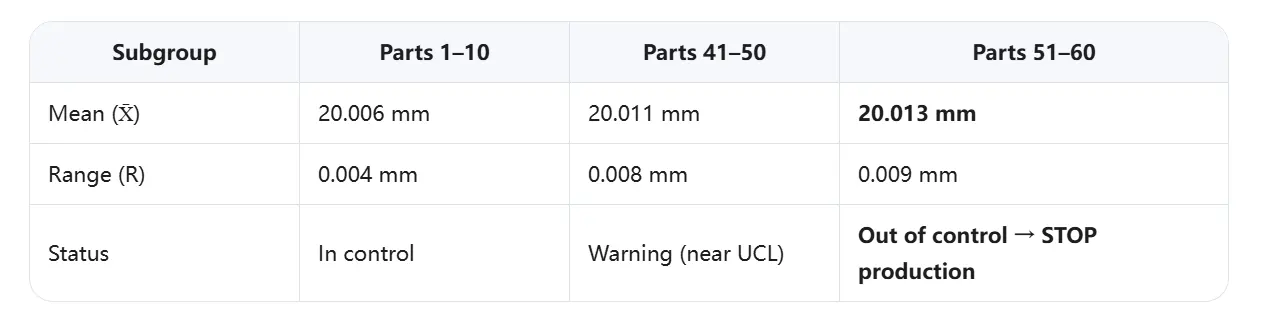
Result: After SPC implementation, one Chinese supplier reduced bore diameter standard deviation from 0.008 mm to 0.003 mm and field failure rate from 15% to 5% within 6 months.
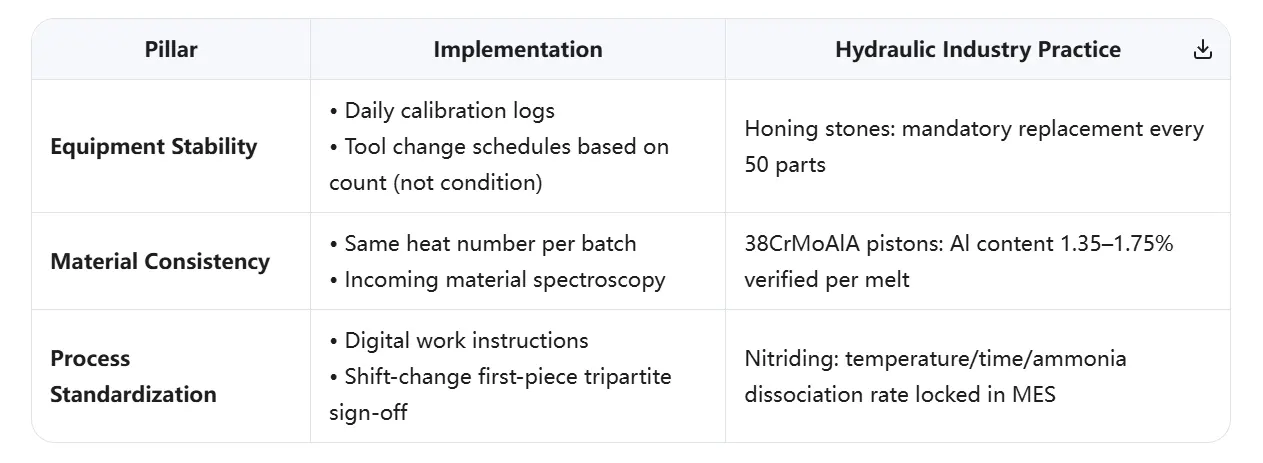
Three Pillars of Batch Consistency






Note: The tolerance values (+ Tol, - Tol) described above are for reference only. The tolerance values (+ Tol, - Tol) will vary for different parts or even for the same part from different brands!
